Lasertekniikka testissä
MALAMA-hankkeen Valon voima -työpaja tarjosi yrityksille testattua tietoa lasertekniikan käyttömahdollisuuksista. Kesän aikana on laserlaitteilla testattu mm. hitsattavan pinnan puhdistamista, maalinpoistoa laivateollisuuden materiaaleista sekä laserpuhdistusjäljen karakterisointia. Lisäksi meneillään on laserpuhdistuksen reaaliaikaisen laadunvarmistamisjärjestelmän kehittäminen. Laboratoriotestejä tekivät niin Turun yliopiston tutkijat kuin alaan perehtyneet harjoittelijat tekniikan ja luonnontieteiden eri oppiaineista. Työpaja pidettiin Turun yliopiston konetekniikan tiloissa heti syyskauden aluksi.

MALAMA-hankkeen kesä oli konetekniikan laboratoriossa kiireinen, kun usea Turun yliopiston tutkija ja viisi opintojen eri vaiheissa olevaa tekniikan ja luonnontieteiden kesäharjoittelijaa tekivät lukuisia hankkeeseen suunniteltuja testejä erityyppisillä laserlaitteilla, mittasivat tulokset tarkkaan ja kirjasivat ne hankkeen jatkotoimenpiteitä varten. Osa tuloksista saa vielä syvempää tarkastelua varsinaisissa analyyseissä sekä mm. erilaisissa opinnäytetöissä. Laserteknologiaan liittyvälle tiedolle onkin kysyntää, sillä hankkeen puitteissa tehdyissä yrityshaastatteluissa on usein tullut esiin, kuinka tiedonpuute itse laserpuhdistuksesta, sen käytöstä ja mahdollisista eduista vaivaa alan kehitystä. Nyt tähän on saatu pientä parannusta ja kehitystyö jatkuu edelleen.
Työpajan alkuverryttelijöinä toimivat jälleen professori Antti Salminen ja dosentti Heidi Piili. Heillä on aina tapana tuoda jotakin uutta kerrottavaa teknologiasta ja vähintäänkin opettaa yleisölle alan termistöä, joka ei kaikille eri taustoista tuleville osallistujille ole lainkaan itsestään selvää. Alustuksessa kerrottiin, miten eri materiaaleille tai käyttökohteille soveltuvat eri aallonpituuksilla toimivat laserlaitteet. Samoin valotettiin, että pintaa voidaan käsitellä lämmittämällä, sulattamalla tai höyrystämällä. Esimerkiksi pintaa puhdistettaessa tai merkattaessa ylimääräinen aines joko sulatetaan tai höyrystetään pois. Tällä kertaa Salminen toi käsittelyyn termin purse. Purse on jonkin osan reunaan työstössä syntyvä tai siirtyvä epämääräinen osa perusmateriaalia, josta halutaan päästä eroon. Muistatko vielä, mitä on ootraus?
Lasertekniikka ja hitsin puhdistus
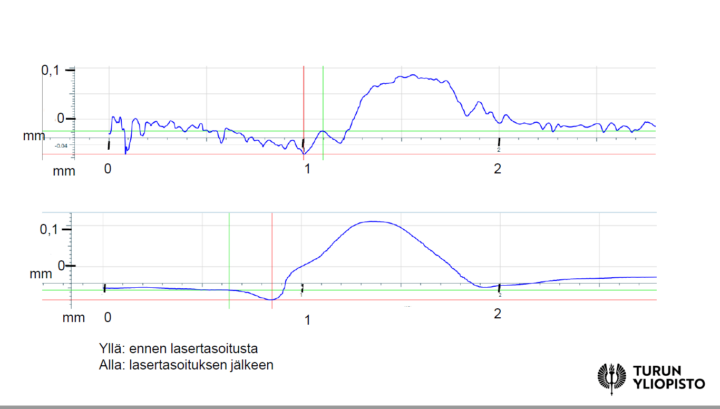
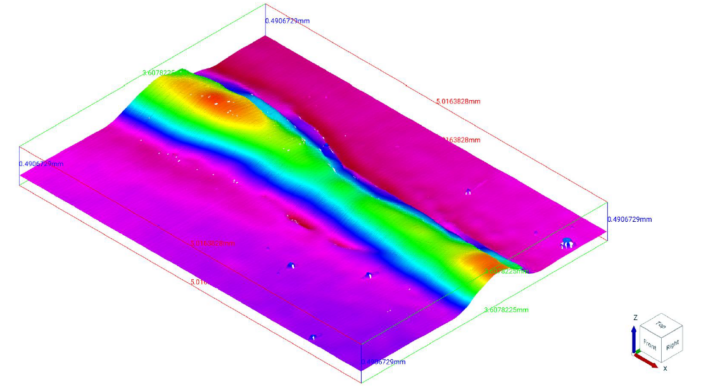
Ensimmäisenä laboratorio-testeistään kertoi Inka Väisänen. Hän on tutkinut lasertekniikan käyttöä hitsattavien kappaleiden esikäsittelynä tehtävässä puhdistuksessa sekä hitsauksen jälkeen pinnan tasoituksessa parantamaan hitsin laatua. Nykyisin käytettyjä puhdistus-menetelmiä ovat esimerkiksi hiekkapuhallus tai happo, jotka molemmat kuluttavat puhdistettavaa materiaalia. Lasertekniikka ei sinällään vahingoita kohteena olevaa materiaalia. Tehdyissä MALAMA-hankkeen testeissä käytettiin nanosekunnin pulssilaseria. Niissä analysoitiin profiilimuutoksia laserkiillotetuissa, laserpuhdistetuissa ja perinteisesti puhdistetuissa näytteissä. Kuvassa 2 esitetään hitsi ennen ja laserpuhdistuksen jälkeen.
Maalinpuhdistuksen mittaamisen monet monitorointimenetelmät
Eter Tourunen puolestaan on selvittänyt maalinpoistoa laivateollisuudessa. Perinteiset puhdistustavat vievät paljon aikaa, niiden työturvallisuus on haasteellista ja pienipiirteisten kohteiden puhdistus miltei mahdotonta. Yleisimmät laserpuhdistuksessa käytetyt lasertyypit ovat CW-laserlaite (continuous wave laser beam) ja pulssilaser-laite. Näistä jälkimmäistä on helpompi hallita, sillä lyhyet laserpulssit eivät kerrytä lämpöä kohteeseen samoin kuin koko ajan samalla teholla käytettävä lasertekniikka. Mutta toisaalta on taas kohteita, joissa CW-laserlaitteella on omat etunsa. Tutkimuksella on monta tavoitetta: löytää maalinpoistoon sopivat laserparametrit; vertailla näiden vaikutuksia puhdistuksen laatuun; havaita eroja eri maalipinnoitteiden puhdistuksessa; mitata ja analysoida prosessia reaaliaikaisesti ja myös puhdistuksen laatua erilaisin menetelmin; sekä havaita yhteydet uusien mittaustapojen tulosten välillä. Mittaamisessa käytettiin eri monitorointimenetelmiä, kuten akustisen emission mittausta Xarion-laitteella sekä visuaalista tarkastelua ja videointia. Jatkotutkimuksissa on suunniteltu käytettävän mm. suurnopeuskameraa, pyrometriä ja spektrometriä. Useiden eri mittaus- ja kuvantamistekniikoiden tulosten avulla voidaan muodostaa kokonaisvaltainen käsitys maalinpoiston laadusta, mikä auttaa jatkossa arvioimaan maalinpoiston onnistumista.
Kehitteillä reaaliaikainen laadunvarmistamisjärjestelmä
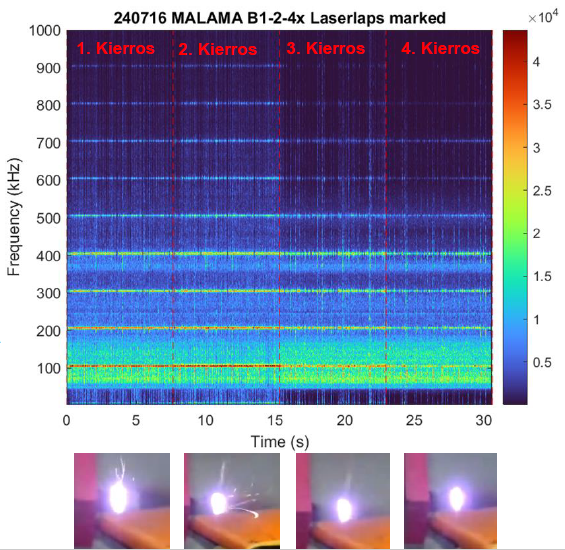
Olivia Iizuka ja Eetu Valtonen ovat tutkimuksessaan perehtyneet laserpuhdistuksen reaaliaikaisen laadun-varmistamisjärjestelmän kehittämiseen. Teollisuudessa monitoroidaan tuotannon tai tuotteen toteutuksen laatua mm. akustisen emission, infrapuna-valon, tärinän tai videon avulla. MALAMAn puitteissa tehdyissä testeissä käytettiin akustista monitorointia eli analysoitiin prosessin päästämää ääntä eri taajuuksilla, kun tutkimus-kohteena on maalinpuhdistus. Reaaliaikaisella laadun-varmistamisella kyetään seuraamaan toteutuksen laatua jo sen aikana. Tulevaisuudessa automatisoidut korjaustoiminnot voidaan liittää automatisoituihin virheenhuomaamisjärjestelmiin laadun parantamiseksi ja ajan säästämiseksi.
Laserpuhdistusjäljen karakterisointi XRD-menetelmän avulla
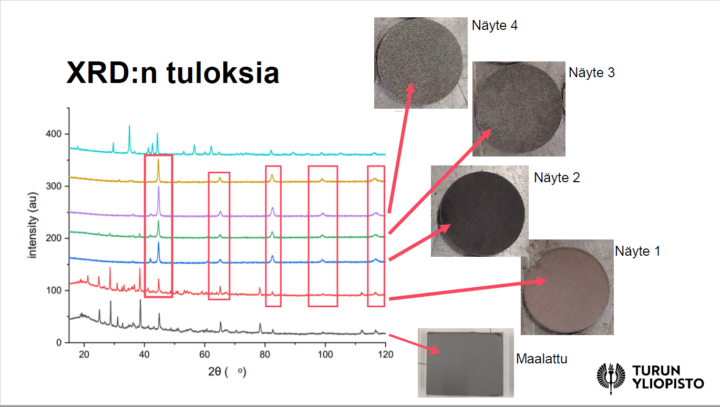
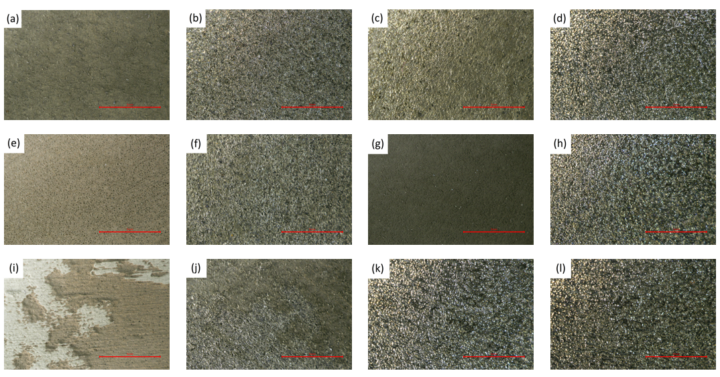
Viimeisenä kuultiin Kristina Tarsonin tekemästä tutkimuksesta, jossa hän analysoi laserpuhdistusjäljen karakteri-sointia röntgendiffraktio-menetelmän (XRD) avulla. Menetelmää käytetään jauhemaisten materiaalien kiderakenteen ja faasien tutkimiseen sekä alkuaine-analyysiin. Tehty tutkimus on samalla menetelmäkehitystä, sillä aikaisemmin ei ole juurikaan käytetty tämänkaltaista mittausta metallien puhdistustulosten analysointiin. Diffraktiopiikkejä tarkastelemalla voitiin mahdollisesti havaita puhdistuksen onnistuminen. Oheisessa kuvassa 5 näkyvät piikit kertovat, mikä käytetyistä parametreistä toimii parhaiten ja mihin kerrokseen asti on päästy. Tarsonin tutkimusten tuloksena saatiin todisteita onnistuneesta puhdistuksesta. Suoritettuja kokeita voidaan käyttää referenssinä tulevissa testeissä ja tutkimuksissa.
Perustavaa laatua olevia tuloksia yhteistyössä meriteollisuusyritysten kanssa
MALAMA-hankkeessa tehdyt laboratoriotestit antavat keskeistä ja perustavaa laatua olevaa tietoa laserteknologiasta, sen käytöstä ja käyttömahdollisuuksista laivateollisuudessa. Pienen mittakaavan laboratoriotestit ovat tieteellisesti päteviä ja ne ovat helposti myöhemmin skaalattavissa ylöspäin käytännössä sovellettaviksi.
Alueen meriteollisuusyritykset tarjosivat testeissä käytetyt materiaalit. Kiitos heille siitä!
Pääkuva: Inka Väisänen
Teksti: Kirsi Laitio
MALAMA-hanke
MALAMA-hanke on Euroopan unionin osarahoittama hanke, jonka toteuttajana on Turun yliopiston kauppakorkeakoulun Porin yksikkö ja Turussa sijaitseva kone- ja materiaalitekniikan laitos (hankekoodi A80056). Hankkeeseen sisältyy erillinen investointihanke (hankekoodi A80057). Hankkeiden rahoitusviranomainen on Satakuntaliitto ja -lähde Uudistuva ja osaava Suomi 2021–2027 -EU:n alue- ja rakennepolitiikan ohjelma. Työpaja Valon voima – pintakäsittelyn viimeisimmät laserinnovaatiot 14.8.2024 on osa MALAMA-hankkeen toteutusta.